This video is inspired by the phone calls we receive every day with questions on how to set-up, align, finish, preload, install, and utilize Hevi-Rail bearings and profiles in automation and lift system applications. The Hevi-Rail linear bearings and guide rail system is a unique design, handling both radial and axial loads with one bearing, and is suitable for general automation as well as for extreme application loads up to 60 tons. Below are some tips we recommend for working with Hevi-Rail.
Many customers employ rails as a structural element of their design and need them finished to a specific color for aesthetics or branding purposes. U-Channel rails are available at lengths up to 6 meters long, and supplied ready-to-finish. Customers have the option of ordering rails in this natural state, or they may order them pre-sandblasted and/or pre-oiled to prevent surface rust and mill scale build-up.
Customers should begin the finishing process by sandblasting unfinished rail to remove surface oxidation or corrosion. Next, add a powder coat in the desired color and thickness based on the intended environment. Powder coating provides a durable finish that will stand up to most applications. Remember, it is important to tape off the raceways beforehand to avoid changes in performance. Finally, apply a thin film of grease along the raceway for proper lubrication.
PBC Linear recommends MIG as the preferred method of welding. We offer these extended guidelines listed below when MIG welding Hevi-Rail and Hevi-Rail Clamp Flanges to the frame of your assembly.
Most applications operate well with normal alignment procedures. If adjustability is needed, tap a hole in the clamp flange and use a bolt to push against the rail. When using bolts to hold a Clamp Flange, it is recommended that installers drill a detent in the top of the rail where the screw seats. Many customers use a drill point smaller than the minor diameter of the tap diameter to put a point in the rail. This is preferred in systems that have vibrations and harmonics in its environment. Some customers use bolts to align and assemble the system, then weld the clamp to the rail.
Standard twist = ½ degree/m, and standard straightness = ± .03 mm/m. If tighter accuracies are required, rails can be machined:
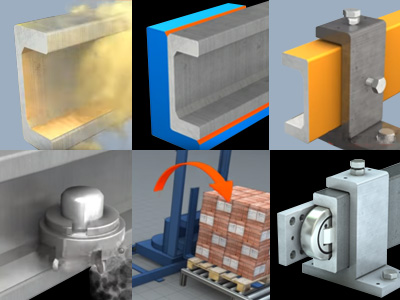
In vertical applications, offsetting a bearing maximizes cantilevered load capacities. In horizontal applications, offsetting a bearing removes play and increases moment load capacities. Customers should offset the bearing with the correct preload to allow for the combination of both radial and axial loads within one system.
This heavy-duty roller bearing system has repeatedly proven itself in business applications such as material handling, packaging, drilling, and heavy duty lifting. It spans industries in the automotive, aerospace, steel processing, and many more. Businesses have come to rely on Hevi-Rail linear guide systems to deliver consistency and overall satisfaction.